DEFLECTION COILING
What Is Deflection Coiling?
Deflection coiling, also referred to as point-coiling, is a process which forms round or shaped wire into helical coils and springs. The terms “coil” and “spring” are used interchangeably and sometimes together. Deflection coiling makes it possible to produce coils and springs with variable outside diameters, pitch spacing, stiffness, and lengths, to precision tolerances. The deflection coiling process is achieved by bending/deflecting the wire into the desired shape using precision tools and coordinated machine motions.
Unlike coil winding, which requires a supporting mandrel inside the entire length of coil, deflection coiling offers a more flexible manufacturing environment when it comes to the ability to produce variable diameters, pitches and finish cut-to-length coils directly from the process.
Deflection Coiling: How It Works
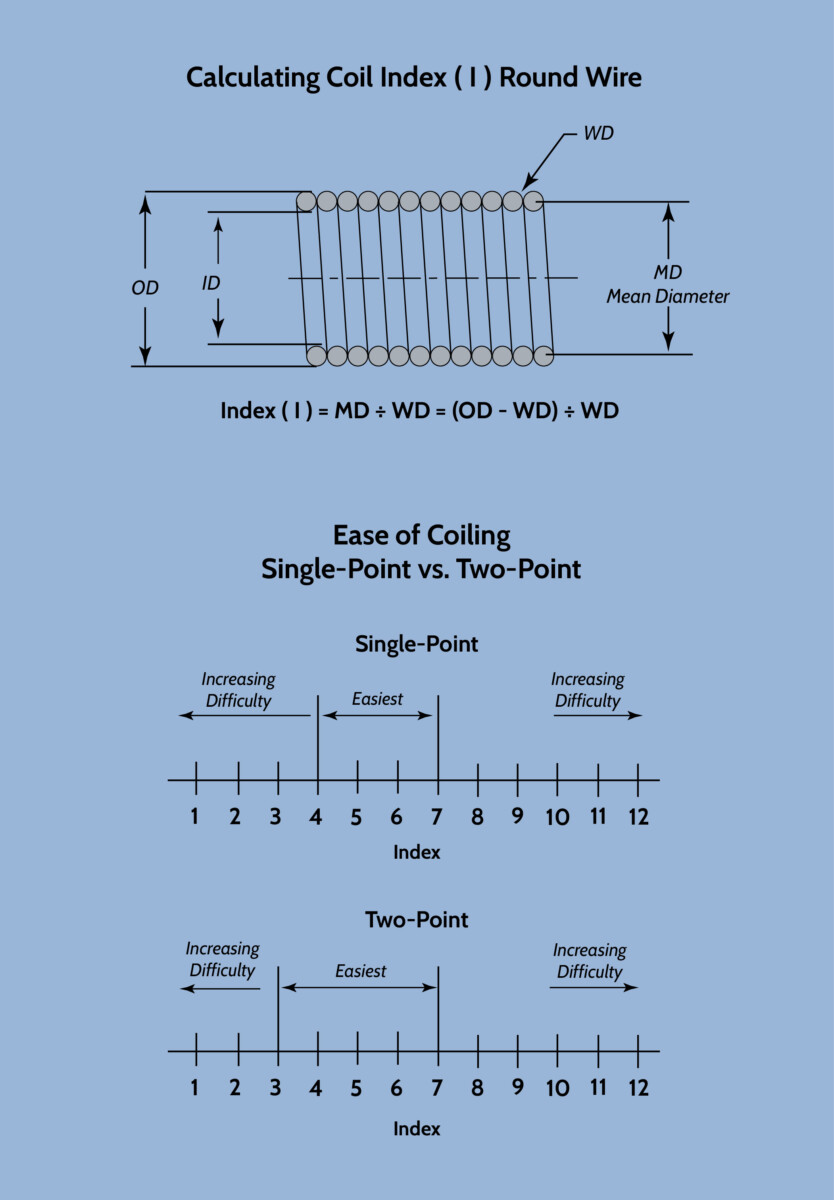
There are two main types of deflection coiling: single-point coiling and two-point coiling. The choice between single-point coiling and two-point coiling depends on the specific requirements of the application. Each method dictates the type of coil tooling and coiling machine to be used.
With single-point deflection coiling, springs are produced by bending wire around a forming arbor against a single coiling point tool. With two-point coiling, springs are produced by bending the wire against two coiling point tools without the need for the forming arbor. Single-point coiling offers a simpler machine and tooling setup, and two-point coiling offers more ability to produce very small index coils.
Single-Point Coiling
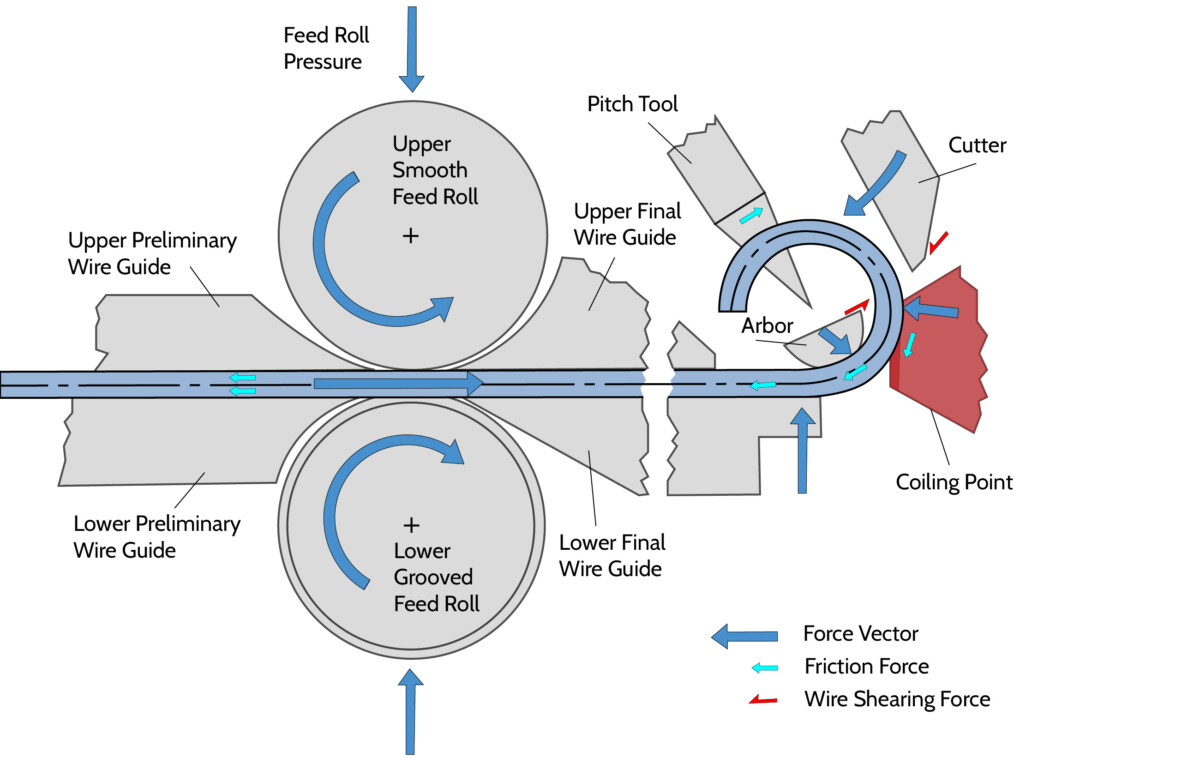
- One Coiling Point
- Arbor for Deflection & Cutting
- Simple Set-Up
Two-Point Coiling
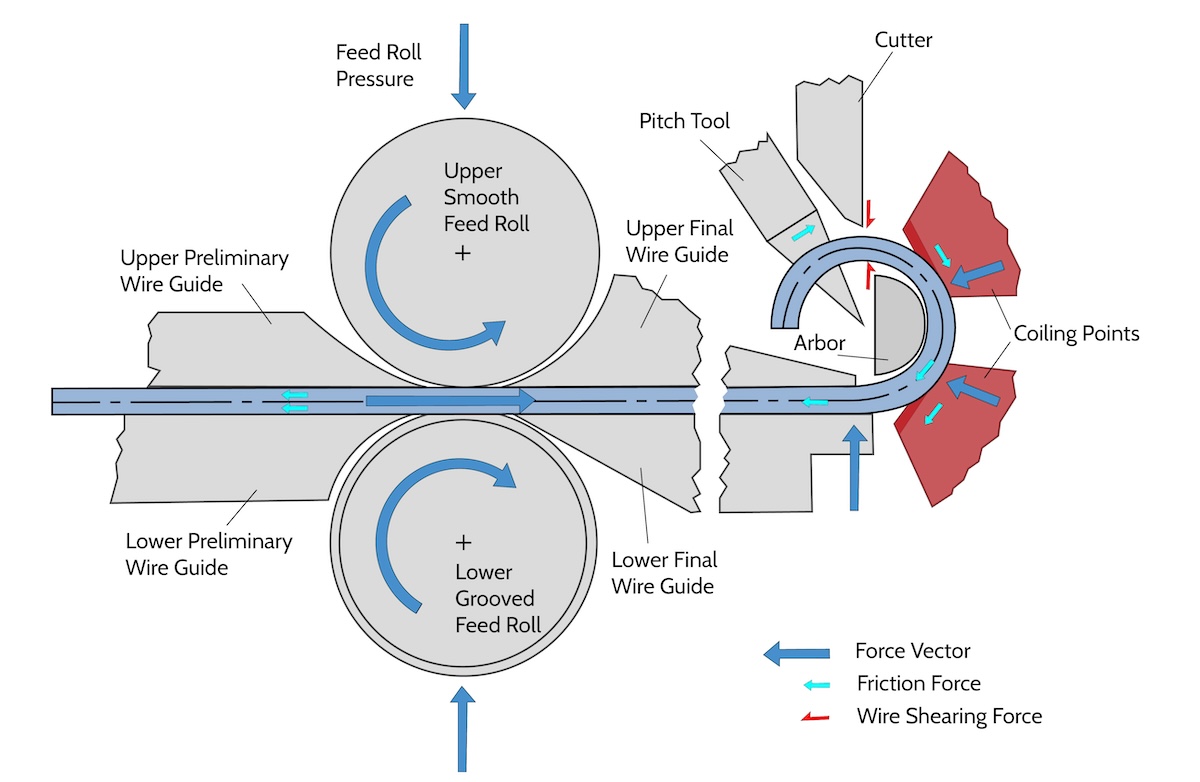
- Two Coiling Points
- Arbor for Cutting Only
- Very Small Indexes Achievable
The deflection coiling process is based on fundamentals which allow helical coils and springs of all shapes and sizes to be produced. Deflection coiling produces a coil or spring by introducing wire between two or more opposing feed wheels (feed rolls) that drive the wire through precisely sized wire guides to the coiling area. The opposing feed rolls apply a controlled amount of compressive force on the wire to grip it while pushing. As the wire is fed by the feed rolls to the coil area, the coil tooling bends/deflects the wire in a path which results in a continuous helical form.

The bending action induces enough plastic strain to exceed the yield strength of the wire material and permanently form it into the desired spring shape. These fundamental principles make it possible to form coils and springs with outside diameters ranging from 0.150mm (.006 inches) to several feet or more in size.
The diameter of the wire used to produce the coil or spring can range as small as 0.020mm (.0008 inches) in diameter to 25.4mm (1 inch) in diameter or more. Wire feed speed typically ranges between 1,270mm (50 inches) per minute and 50,800mm (2,000 inches) per minute depending on the coiling material, desired spring configuration, and overall length.
LET US HELP YOU
![]()
Enter your coil specifications below to receive an email from our team with your coil index and system suggestions to meet your application needs.
Deflection Coiling Material Selection
A variety of materials are used by the industrial and medical device industries to produce coils and springs. The most common of those materials are listed in the table below, along with their relative tensile strengths.
| Materials | Tensile PSI | Elastic Modulus PSI |
|---|---|---|
| Stainless Steel | 340,000 | 28,000,000 |
| Platinum Tungsten | 180,000 | 25,000,000 |
| Platinum Iridium | 190,000 | 23,500,000 |
| MP35N Spring Temper | 310,000 | 33,900,000 |
| Music Wire | 400,000 | 30,000,000 |
| Tungsten | 418,000 | 59,459,000 |
| Paliney1100 | 192,000 | 24,278,000 |
| BeCu | 180,000 | 17,000,000 |
| Phos Bronze | 145,000 | 16,000,000 |
| Nitinol | 234,000 | 12,000,000 |
Very soft materials such as gold, silver, and copper which have very little tensile strength are not good for deflection coiling because the wire has difficulty withstanding the forces required to form the coil. The most popular wire materials for small medical coils are 304V Stainless Steel and Platinum Tungsten. Popular wire materials for general industrial springs are music wire and various steel alloys.
Typically, the wire for small coiling applications is diamond drawn to very precise tolerances. Sometimes the wire can be rolled to final size for special shape applications such as with flat wire. Each material has particular traits which need to be addressed when the tooling and process is selected. Our special KineCoil coiling point tooling overcomes the challenges of coiling stainless steel wire which are encountered when using standard carbide coiling points.
The quality of the incoming wire material is critical to the coiling process. The wire should have a minimum amount of cast (for round wire) and camber (for flat wire) and should lay as flat as possible on a flat surface when cut from its spool. Residual stresses in the wire from its manufacturing process or other cold work processes can affect the behavior of the coiling process. Residual stresses can cause variations in coil diameter, pitch spacing, and stiffness. The spooling of the wire is also very important. The wire must not be overlapped or wound too tightly on the spool. These conditions can have similar effects.
